Warp-Effekt vermeiden: 8 Tipps und Erklärung
Leider gelingt nicht jeder 3D-Druck auf Anhieb. Oft sind die Ergebnisse durch innere Materialspannungen verzogen. So vermeiden Sie diesen sogenannten Warp-Effekt.
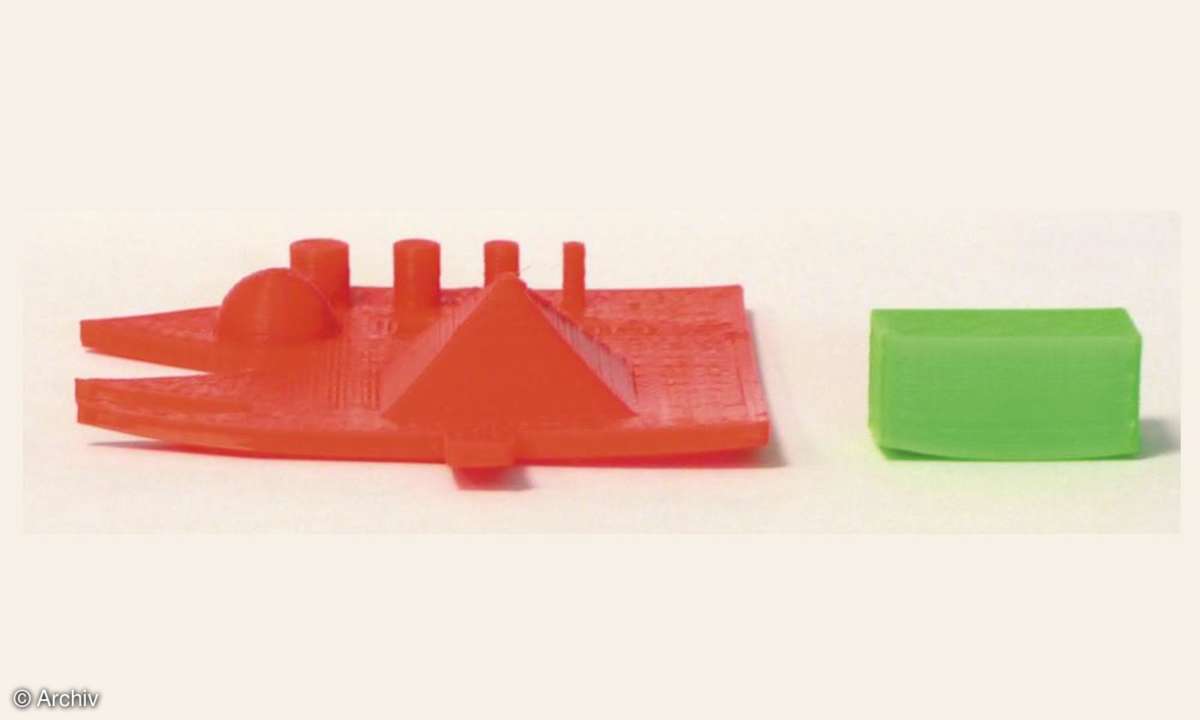
Bei der schnellen Herstellung von Musterbauteilen per 3D-Druck, den Rapid-Technologien Fused Deposition Modelling (FDM) und Fused Filament Fabrication (FFF), treten beim Drucken oft Probleme auf, zu denen der Warp-Effekt zählt. Unter diesem Effekt wird das Aufwölben und der Verzug eines Bauteils b...
Bei der schnellen Herstellung von Musterbauteilen per 3D-Druck, den Rapid-Technologien Fused Deposition Modelling (FDM) und Fused Filament Fabrication (FFF), treten beim Drucken oft Probleme auf, zu denen der Warp-Effekt zählt. Unter diesem Effekt wird das Aufwölben und der Verzug eines Bauteils bezeichnet, wodurch es sich teilweise oder - im ungünstigsten Fall - komplett von der Bauplattform löst.
Dieser Warp-Effekt ist speziell bei Bauteilen aus ABS- (Acrylnitril-Butadien-Styrol) und HIPS-Filament (High Impact Polystyrene) zu beobachten, während bei PLA-Bauteilen (Polylactid, polylactic acid) dieser Effekt nur minimal auftritt. Im Rahmen einer durchgeführten Projektarbeit der Fachhochschule Kaiserslautern wurde der Warp-Effekt am Standort Pirmasens in Zusammenarbeit mit der Firma fabbmatic näher untersucht.
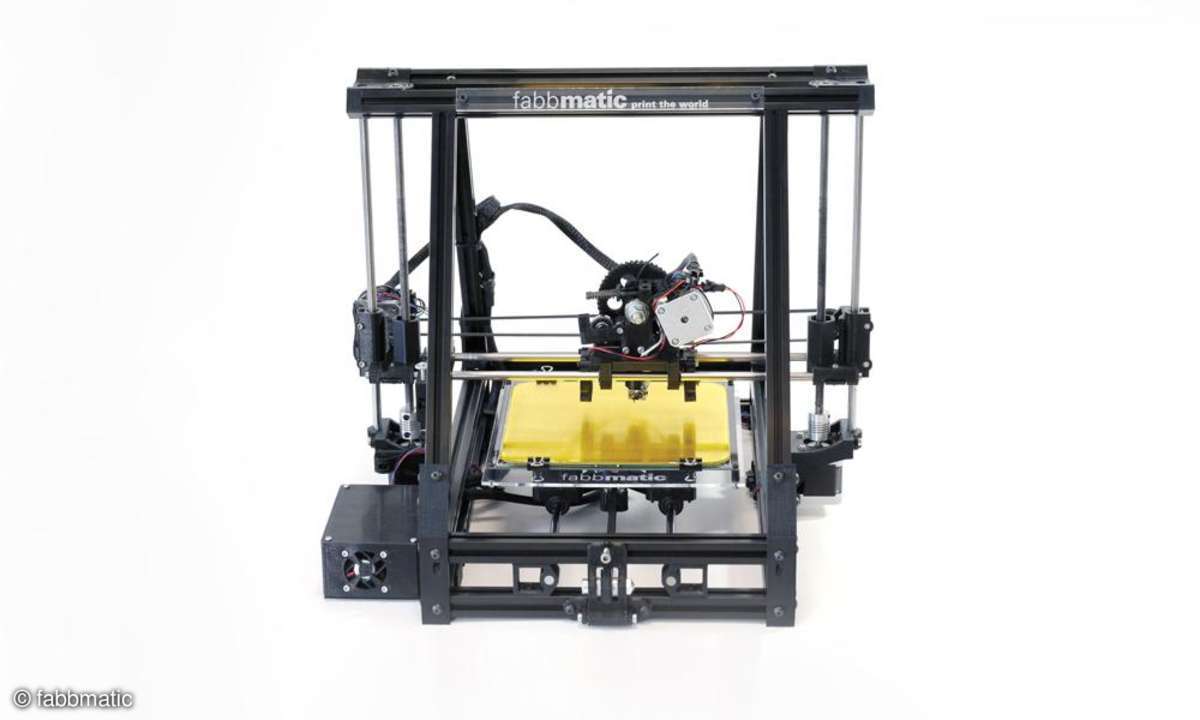
Für die Drucktests der Studie wurde das Modell MendelMax FM Pro des Anbieters fabbmatic verwendet. Die Stärke und Intensität des Warps ist hierbei nicht auf das verwendete Druckermodell zurückzuführen, sondern vielmehr auf das verwendete Filament und die Druckereinstellungen.
Ursachen des Warpings
Warping entsteht aufgrund von ungleichmäßig verteilten Eigenspannungen im Filament als Folge unterschiedlicher Abkühlgeschwindigkeiten und -temperaturen der einzelnen Schichten (layers). Dieses Phänomen wird durch die Schrumpfung des Kunststoffs während des Abkühlvorgangs verursacht. Je größer die Temperaturdifferenz der einzelnen Schichten, desto größer die Schrumpfung und der damit verbundene Warp-Effekt. PLA besitzt einen sehr geringen Schrumpf, wodurch das Warping in einem geringen Maß auftritt, während es bei ABS deutlich stärker ausgeprägt ist.
Mit diesen Tipps vermindern Sie den Warp-Effekt
Mit folgenden Abhilfemaßnahmen verhindern Sie den Warp-Effekt:
- Beheiztes Druckbett verwenden.
- Temperatur-Unterschied zwischen Heizbett und Düse minimieren.
- Erzeugung einer besseren Haftung zwischen Bauteil und Bauplattform mittels Beschichtung (Kapton-Folie, Blue Masking Tape, PET-Folie, Klebestift, Klebeband, Haarspray, etc.).
- Regelmäßige Reinigung des Druckbetts.
- Drucken mit geringem Infill (Füllung).
- Aufrauen der Beschichtung des Druckbetts (z. B. mit Schleifpapier).
- Konstruktive Änderungen am Bauteil über CAD-Software (Größere Auflagefläche).
- Anpassung der Parameter extrusion width, extrusion multiplier, raft layers.
Wenn Sie eine beheizte Bauplattform (beheiztes Druckbett) verwenden, sollte die Heizbetttemperatur unter dem Filament-Erweichungspunkt liegen, bei ABS entspricht dies einer Betttemperatur von 100 bis 110 Grad Celsius. Hierbei gilt: Je höher die Heizbetttemperatur, desto geringer die Temperaturunterschiede der einzelnen Filamentschichten und der daraus resultierende Warp-Effekt. Jedoch gibt es Grenzen: Wählen Sie die Heizbetttemperatur zu hoch (über den Erweichungspunkt hinaus, bei ABS liegt dieser zwischen 110 und 130 Grad Celsius, je nach Filament), so beginnt sich das Bauteil plastisch zu verformen, und Sie verstärken den Warp-Effekt eher, als ihn zu bekämpfen.

Bei PLA liegt die optimale Heizbetttemperatur zwischen 55 und 65 Grad Celsius, und die optimale Drucktemperatur, abhängig vom Filament, reicht von 185 bis 210 Grad Celsius. Für das Drucken mit minimalem Warping muss zudem eine geeignete Beschichtung verwendet werden, welche auf die Bauplattform aufgetragen wird. Bei den Versuchen hierzu haben sich Kapton-Folie, Blue Masking Tape (blaues Krepp-Klebeband) und PET-Folie bewährt.
Der Trick hierbei ist immer der gleiche: Zur Verringerung des Warp-Effekts und des Lösens des Bauteils von der Plattform muss eine verbesserte Haftung zwischen Plattform und Bauteil gegeben sein. Um sie zu verbessern, kann alternativ auch doppelseitiges Klebeband, Klebestift oder stark haftendes Haarspray verwendet werden. Die Füllung des Bauteils (Infill) beeinflusst ebenfalls den Warp-Effekt. Hier gilt: Je mehr Infill, desto größer die Spannungen im Inneren des Bauteils.
Folglich begünstigt ein geringeres Infill ein geringeres Warping. Zudem sollte eine regelmäßige Reinigung der Oberfläche des Druckbetts stattfinden. Hierzu empfiehlt sich herkömmliches Reinigungsspray für Elektrogeräte (Elektronik- Universalreiniger). Dieses ist in jedem Bauund Elektrofachhandel erhältlich. Alternativ nehmen Sie bei stärkerer Verschmutzung, beispielsweise bei der Verwendung von Klebestift oder starkem Haarspray, chemisches Lösungsmittel (etwa Aceton).
Über den Autor
Durch konstruktive Maßnahmen an der STL-Datei selbst verrringern Sie den Warp-Effekt ebenfalls. So wird durch Erzeugung einer größeren Auflagefläche die adhäsive Haftung des Bauteils verbessert, wodurch das Warping wiederum vermindert wird. So können Kreise oder andere großflächige Geometrien als untere Fundamentschicht dem Bauteil angefügt werden. Beim Drucken von großflächigen, langen Objekten ist der Warp-Effekt am stärksten, da hier der Bereich der Temperaturunterschiede am größten ist.
Mithilfe von CAD-Software konstruieren Sie bei solchen Teilen kreisförmige Bohrungen und Löcher, - sowohl horizontal als auch vertikal - mit ein. Diese müssen jedoch so gestaltet sein, dass sie sich beim späteren Gebrauch und beim Druckvorgang selbst nicht störend auswirken. Durch das Ändern bestimmter Slicer-Parameter verringern Sie den Warp- Effekt ebenfalls, beispielsweise durch das Hinzufügen einer Extra-Schicht unter dem Bauteil, als eine Art Grundschicht. Hierzu wählen Sie unter der Einstellung raft layers einen Eingabewert von 1 bis 2.